| Зарегистрироваться Войти |
builderclub.com
Помощник для каждого, кто
|
|
| Последние заданные вопросы |
-
Переделка старой системы отопления дома
Задан 7 лет назад. 5 ответов
-
Вопрос по отоплению, выбор системы
Задан 7 лет назад. 3 ответа
-
Конвектор в однотрубной системе(многоквартирный дом)
Задан 8 лет назад. 2 ответа
|
Есть вопрос по Отоплению? Задайте его специалистам нашего портала! |
Только профессионалы отвечают на ваши вопросы!
После ответа можно продолжить общение со специалистом.
За последний месяц задано 0 вопросов и оставлено к ним 0 комментариев.
** чтобы задать вопрос необходимо оплатить платную подписку
Сварка полипропиленовых труб
Содержание: (скрыть)
Начну с того, что для выполнения работ по устройству соединительных узлов потребовался аппарат для сварки полипропиленовых труб. Так как в дальнейшем я не собирался заниматься работой по монтажу систем отопления из полипропиленовых труб, устройством водопроводов из таких же труб и прочими вариантами, которые бы сделали покупку аппарата оправданной. Аппарат для сварки полипропиленовых труб взял в аренду, так же в комплекте с аппаратом были взяты необходимые мне насадки для труб диаметром 25 мм и специальные ножницы.
До начала работ по сварке я рассчитал все узлы подключения радиаторов отопления к трубам и параметры соединения полипропиленовых труб фитингами. Температуру сварки полипропиленовых труб и фитингов выставил 240 градусов. Этот режим оказался оптимальным – полипропилен, практически, не налипал на насадки и в течении 5-6 секунд все детали были готовы к соединению между собой.
Примечание: На момент написания статьи, система отопления готова. Для создания фото примеров и описания, отдельно взятых видов работ по сварке полипропиленовых труб и фитингов, взял оставшиеся от проделанной работы по монтажу отопления своими руками обрезки труб и фитинги. Конечно, шаровой кран другой модификации, и для примера устройства соединительного узла, он вполне подходит.
Будем рассматривать пример узла В, используемого для подключения радиаторов отопления, т.к. он самый сложный с наибольшим количеством входящих в него деталей. Соответственно, такие же принципы сварки можно применять для других узлов соединения полипропиленовых труб фитингами.

Из заранее подготовленных соединительных трубок и фитингов приступил к устройству соединительного узла. Эту работу опишу в виде мини инструкции по сварке полипропиленовых труб.
Сварка шарового крана с фитингом на 90°
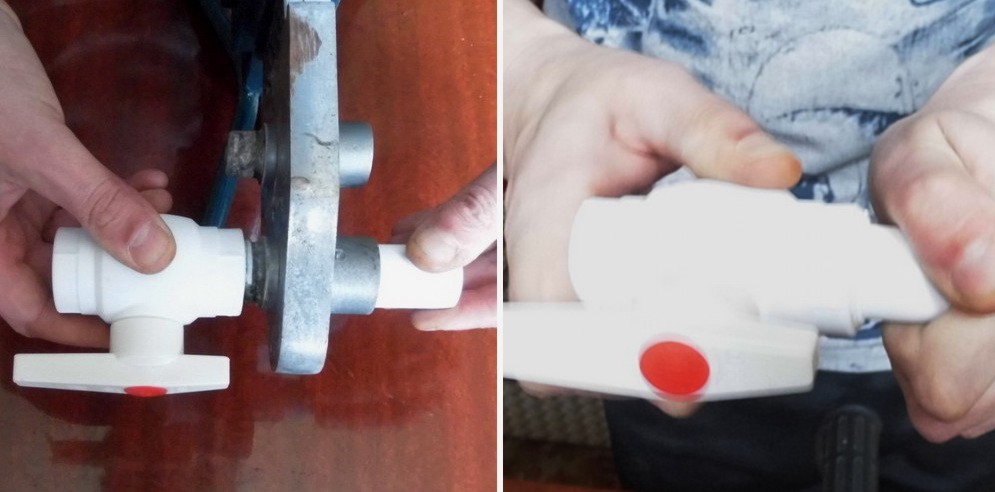
Установка соединительной заготовки в шаровой кран

При установке поворотного фитинга, ориентировал его относительно крана по специальным рискам, которые есть на самом фитинге и на кране, как можно видеть на нижнем фото (справа).
Сварка узла из фитингов на 45°

Этот узел обеспечит возможность крепления основного узла к стене с помощью держателя для полипропиленовых труб, а так же обеспечит перпендикулярность всего узла относительно трубы подачи теплоносителя к радиаторам отопления.
Сварку фитингов осуществлял через заранее подготовленную заготовку из полипропиленовой трубы. Так же в поворотный фитинг на 45 градусов, установил соединительную заготовку из полипропиленовой трубы с помощью, которой будет осуществляться соединение двух сборочных узлов показанных на фото справа - узла шаровый кран+фитинг на 90 и узел фитингов на 45.
Сварка узлов шаровый кран+фитинг 90° и узел фитингов 45°

Этот узел обеспечит возможность крепления всего узла В к стене с помощью держателя для полипропиленовых труб, а так же обеспечит его перпендикулярность относительно трубы подачи теплоносителя к радиаторам отопления.
Соединение фитингов осуществлял через заранее подготовленную заготовку из полипропиленовой трубы. Так же в поворотный фитинг на 45 градусов, установил соединительную заготовку из полипропиленовой трубы с помощью, которой будет осуществляться соединение двух сборочных узлов показанных на фото (справа).
При сварке двух сборочных узлов, которые были ранее подготовлены, осуществлял контроль направления узла из фитингов с поворотом на 45 градусов, относительно контрольных рисок, которые имеются на фитингах.
Сварка верхней части узла В с трубой подачи теплоносителя
Когда верхняя часть соединительного узла В была готова, приступил к установке трубы, которая будет соединять этот узел с трубой подачи теплоносителя.
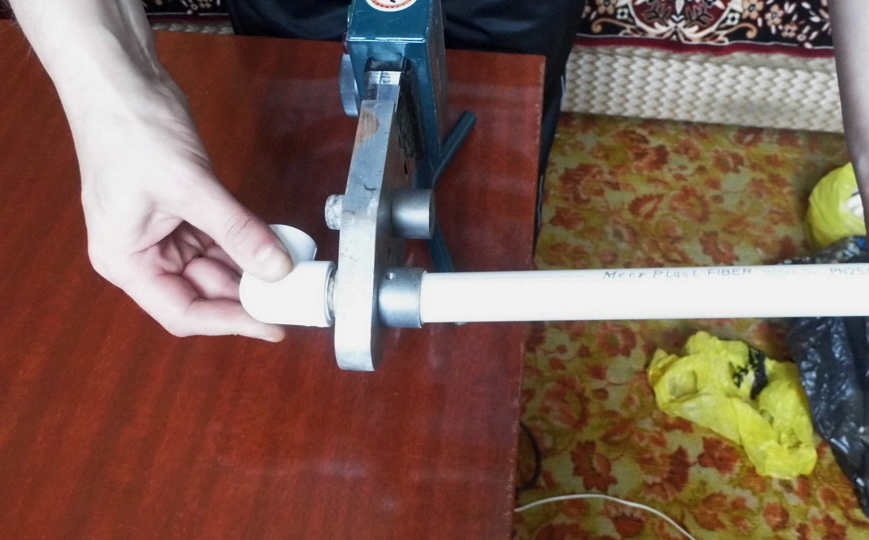
Так как труба уже была ранее подготовлена и обрезана до нужного мне размера, сначала на окончание трубы (нижняя часть) установил поворотный фитинг на 90 градусов, через который к узлу В будет подсоединена труба подачи теплоносителя.
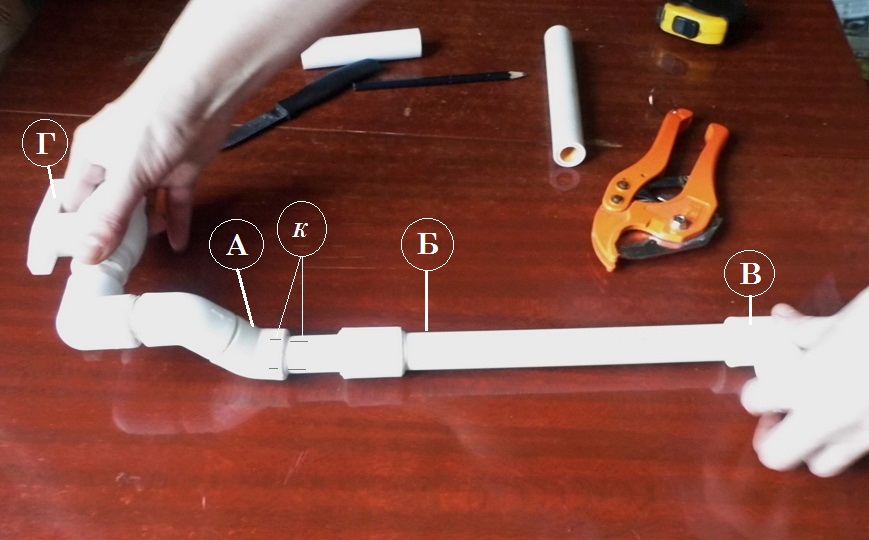
После нагрева внутреннего диаметра фитинга (А) и наружного диаметра трубы (Б), положил их на поверхность стола и соединил. Для того чтобы присоединить трубу ровно относительно фитинга (А), контролировал процесс сварки по рискам (К). Так же как видно на фото 9, присоединенный на конец трубы (Б) поворотный фитинг (В) служит как упор и тем самым облегчает задачу контроля прямолинейности относительно шарового крана (Г).

На фото представлен результат предыдущей работы по устройству узла В. В результате получен идентичный узел тому, который уже работает в системе отопления.
Хочу еще поделиться своими практическими выводами, которые помогут минимизировать ошибки при сварке полипропиленовых труб.
Назад: Подключение радиаторов отопления.
| Оцените статью: |

Оценок:
Комментарии
Комментарии отсутствуют.